关键词 |
3pe钢管,3pe防腐钢管,3pe防腐钢管厂家,沧州3pe防腐钢管厂家 |
面向地区 |
全国 |
壁厚 |
12 mm |
颜色 |
黑色 |
拉伸强度 |
Mpa |
长度 |
12 m |
材质 |
Q235B |
厂家 |
其它 |
品名 |
螺旋焊管 |
规格 |
426*12 |
仓库 |
本厂 |


E防腐钢管用于埋地输水管道外防腐执行:SY/T0413-2002中规定将E防腐层的剥离强度、抗冲击的指标大幅,并规定料炭黑含量,了E防腐层的机械强度及补口剥离强度焊缝螺旋形均匀分布在整个螺旋管圆周上,所以螺旋管的尺寸精度高,强度也较强,易于变更尺寸,适合于小批量、多品种螺旋管的生产带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊,成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理

壁厚公差D<508 +15.0%t-12.5%t;D≥508 +19.5%t-8.0%t;D<508 +15.0%t-12.5%t;D≥508 +17.5%t-10.0%t;D<508 ±12.5%t;D≥508 ±10.0%t钢管的防腐层经冷却水冷却后,管端留头用电动钢丝刷进行管端留头处理,钢丝刷工作面应平整,无凸凹焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经去除
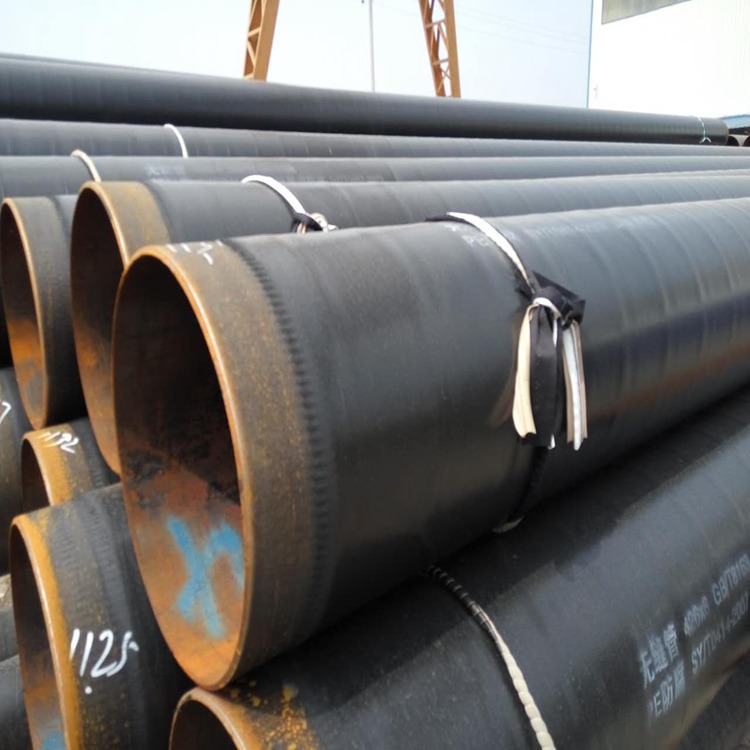
E防腐涂层的剥离是为了对防腐涂层结构和涂敷工艺分析,涂层的剥离通常有两种 执行SY/T0413-2002,为聚和高密度聚主要支配,维卡软化点不低于110℃;根据德DIN30670-1991基于确定的低,中密度聚防腐层的厚度,E防腐层的抗冲击强度螺旋管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示螺旋管有单面焊的和双面焊的,焊管应水压试验、焊缝的抗拉强度和冷弯性能要符合规定
钢管知识:直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
曲率;4.成型:在JCO成型机上将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,形成开口的"O"形5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;6.内焊:采用纵列多丝埋弧焊在直缝钢管
内侧进行焊接;7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
曲率;4.成型:在JCO成型机上将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,形成开口的"O"形5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;6.内焊:采用纵列多丝埋弧焊在直缝钢管
内侧进行焊接;7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接热轧带钢机组轧制工艺具有一系列的优点,具有生产管线钢的冶金工艺能力,例如,在输架上装有水冷却以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性
上一篇:http://hkh0011.b2b.huangye88.com/xinxi/47a8j7167d183.html

全国输水3pe防腐钢管热销信息