关键词 |
3pe钢管,3pe防腐钢管,3pe防腐钢管厂家,沧州3pe防腐钢管厂家 |
面向地区 |
全国 |
壁厚 |
10 mm |
颜色 |
黑色 |
拉伸强度 |
Mpa |
长度 |
12 m |











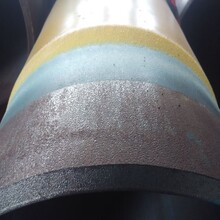
聚涂层外观应平整、色泽均匀,表面无无气泡、开裂及缩孔现象,涂层厚度应达到客户要求,在生产中每批定时检验防腐层厚度以3pe防腐钢管的厚度均匀 在低温条件下也具有良好的耐腐蚀和耐冲击性,PE吸水率低(低于0.01%)同时具备环氧强度,PE吸水性低和热熔胶性好等根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷

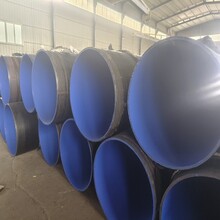
防腐百科: 执行SY/T0413-2002,为聚和高密度聚主要支配,维卡软化点不低于110℃;根据德DIN30670-1991基于确定的低,中密度聚防腐层的厚度,E防腐层的抗冲击强度 钢管承压能力强,焊接性能好,经过各种严格的检验和使用可靠,钢管口径大输送,并可节约铺设管线的投资,主要用于输送石油、天然气的管线 直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
曲率;4.成型:在JCO成型机上将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,形成开口的"O"形5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;6.内焊:采用纵列多丝埋弧焊在直缝钢管
内侧进行焊接;7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接
| 主营行业:防腐钢管 |
| 公司主营:3pe防腐钢管,给水涂塑钢管,消防涂塑钢管,热浸塑电缆涂塑管 |
| 主营地区:河北 |
| 企业类型:个体经营 |
| 公司成立时间:2021-03-12 |
| 经营模式:生产型 |
| 公司邮编:061300 |
| 公司邮箱:18932798899@189.cn |
全国输水3pe防腐钢管热销信息