关键词 |
西藏预制直埋保温管件规格,江西供应预制直埋保温管件报价,天津预制直埋保温管件操作流程,西藏预制直埋保温管件标准 |
面向地区 |
全国 |
主要设备:钢管缓冲平台、拨管机组、牵引机、穿管机械、高压发炮机、修补平台、传动线、钢管预热炉、抛丸机主机 检验台和不合格钢管返回传动线、快进滚轮组、快出滚轮、检验平台等。
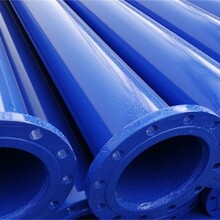
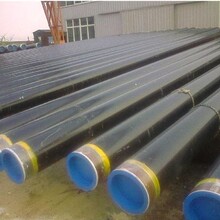
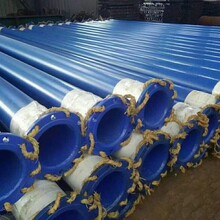
保温弯头是保温管件中的一种,保温弯头构成,是由高密度聚乙烯外套管、聚氨酯泡沫保温层及内工作钢管紧密结合而成。保温弯头主用于保温直管的转向,一般与保温管道配套使用,是根据保温工程管线设计时用于补偿作用,使弯头部位也能有足够的保温性能,标准弯头角度:30度、45度、60度、90度 。
弯头原材料的验收:
原材料应符合相关标准或技术规范书的要求。
原材料表面应无油污,过多的锈腐蚀物和明显的凹痕缺陷,低熔点金属污染等。
查验原材料的质证书、炉号、批号、规格,生产厂家及执行标准。
原材料用钢丝刷进行机械除锈,使之满足无损检测的要求。
原材料进行尺寸检测(长度、宽度、厚度及钢管的不平度)。
进厂后的钢管和钢板,应进行超声波复检,Ⅰ级为合格。
理化检测,对进厂的钢管和钢板按炉批号、规格抽进行化学元素分析、力学性能、硬度测试,试验结果应符合原材料标准要求。
复检后按厂规进行编号登记入册。
弯头制造过程:
选材下料:弯头选择合适的钢板或钢管,用模板划线用氧炔焰或锯床切割,并将原材料的炉、批号及管件规格、工程名称、编号标识清楚。
对钢板进行卷制、焊接。
用吊车将所需芯棒装入推制机,坯料进一步清理干净,内壁涂石墨,然后装在推杆上(根据坯料的长度一次可装多个),把芯棒用插板锁紧,内模预热到适当温度进行推制(加热温度与推进速度应是佳配合)。
调整中频加热圈,管坯加热到要求温度,控制推进速度。
扣弯:将成型的弯头用合适的胎具在油压机上校正曲率半径。
去端:根据弯头的规格用合适的胎具在坡口机上找正,然后把割枪固定好,割去多余的坯料,并给车口留有加工余量。
整型:用胎具夹紧弯头,用撑头在压力机上进行端口整型。
开孔:以三通底为基准,向支管处量取一定距离,以主管肩部为基准向支管处量取一定距离,画点连线用割枪开孔。
将三通坯料继续加热并进行保温后,将主管部分淬水后迅速将三通放入模具中,将拉模放入支管中用压力机将其压下,(在压制中拉模应垂直压下,支管不得压偏)直至支管满足要求。
去端:以支管中心为基准,向主管管端量取一定距离;以三通底为基准,向支管量取一定距离,将多余部分用割枪去除。
整形:将三通再次加热,用压力机将三通主、支管校圆。
将三通入炉进行热处理。
上个步骤完成后用喷沙机或磨光机将表面氧化皮去除。
上个步骤完成后对三通焊缝进行的射线检测,Ⅱ级表示合格,对管件本体进行磁粉或渗透检测,结果应该要满足NB/T47013.4-2015或者NB/T47013.5-2015 I级要求。
为确保三通的力学性达到相关标准或者技术规范书的要求,对三通进行力学性能试验。
按照设计确认图纸进行机械端面加工坡口。
| 主营行业:管材管件 |
| 公司主营:防腐钢管,保温钢管,涂塑钢管,3pe防腐钢管 |
| 主营地区:全国 |
| 企业类型:个体经营 |
| 公司成立时间:2008-09-18 |
| 员工人数:201 - 300 人 |
| 研发部门人数:11 - 50 人 |
| 经营模式:生产型 |
| 经营期限:1949-01-01 至 2034-01-01 |
| 最近年检时间:2024年 |
| 年营业额:人民币 5000 万元/年 - 1 亿元/年 |
| 年出口额:人民币 5000 万元/年 - 1 亿元/年 |
| 年进口额:人民币 5000 万元/年 - 1 亿元/年 |
| 是否提供OEM:是 |
| 公司邮编:061000 |
全国预制保温管件热销信息
站内来访