关键词 |
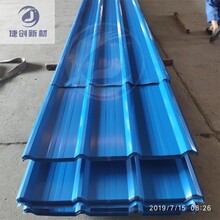
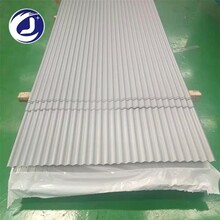
镀铝锌压型板 |
面向地区 |
型号 |
支持定制 |
|
类型 |
其它 |
产地 |
天津 |
材质 |
镀锌板 |
品牌 |
捷创 |
整机重量 |
其它 |
传动方式 |
其它 |
成型周期 |
其它 |
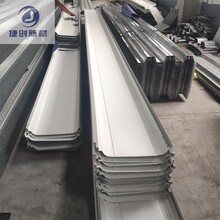
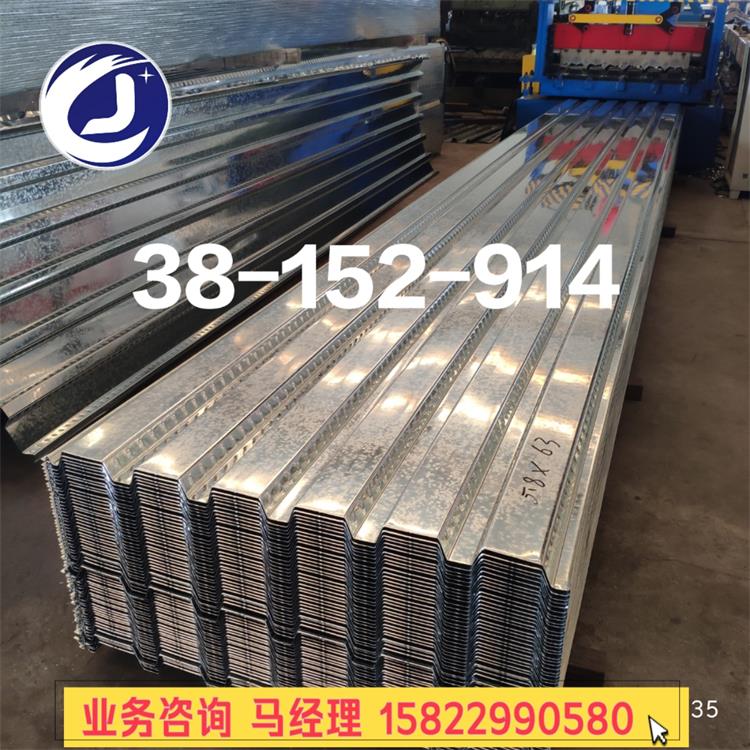
迭部51-305-915型镀铝锌压型板

不锈钢药芯焊丝焊接要点及注意事项:采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。保护气体一般为化碳气体,气体流量以2~25L/min较适宜。焊嘴与工件间的距离以15~25mm为宜。干伸长度:一般的焊接电流为25A以下时约15mm,25A以上时约2~25mm较为合适。IG/MAG焊接:这是一种自动气体保护电弧焊接方法。
技术参数



迭部51-305-915型镀铝锌压型板
甘南本地钢承板热销信息