





关键词 |
贵州供应钢板卷圆,钢板卷圆型号,重庆钢板卷圆,贵州钢板卷圆 |
面向地区 |
全国 |
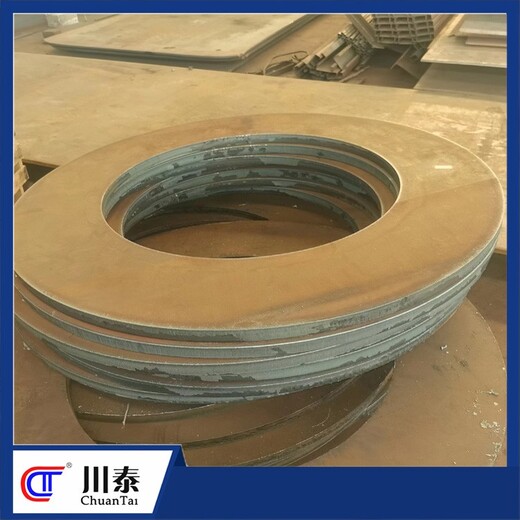
钢板卷圆一般指壁厚45mm以上的钢板卷圆,由于钢板壁厚的增加强度及硬度随着增加,如果还用冷卷办法就容易造成原材料拉伤,出现裂痕等迹象,该厚壁钢管就要采用热卷方法,把钢板整体加热后进行卷制然后焊接,在卷板机内进行旋转成型,再逐支焊接后达到客户需求的长度,之后进行焊缝探伤,把焊筋磨掉后检验出厂。
厚壁钢板卷圆为大口径比较多,由于卷制时的力度大,一般都是卷1.8-2.5m然后在焊接到客户所要求的长度。也称丁字焊接方法,厚壁钢板卷圆的材料可选用 Q235B、Q345B、Q345C、Q345A、16Mn等。45#或者高合金的就比较少见了,因为他们的强度更高。
钢板卷板的工艺过程和注意事项:卷板前,应对设备加注润滑油,开空车看其传动部分是否运行正常,并根据需要调整滚轴间的距离;加工的板材厚度不能超过设备允许的大厚度;卷制直径很大的圆筒时,有行车配合,以防止钢板因自重使已卷过的圆弧部分回直或压扁;卷制板材末端时,操作人员应站在两端,以防钢板下滑而发生事故;在卷圆过程中应用配套内圆样板检查钢板的弯曲度;在室温低于-20℃时,应停止卷板,以免钢板因冷脆发生开裂.
钢板卷圆的焊接工艺参数的影响主要包括两方面:
(1)焊接电流根据螺旋钢管的生产特点,通常内焊使用较小的焊接电流,而外焊使用较大的焊接电流。但是,在较大焊接电流条件下,熔池的搅拌作用加剧,且焊丝的熔化量也相应增多,得到的焊缝余高增高,焊缝成型恶化,边缘过渡较差。
(2)焊接电压由于焊接电弧呈圆锥形状,而焊接电压的大小直接影响到电弧的长短。因此,随着焊接电压的增加,电弧长度增加,电弧斑点的移动范围扩大,熔池变宽,会得到较宽的焊缝成型。如果在水平位置进行焊接,仅会使焊缝的宽度发生变化,而不会影响焊缝的边缘过渡。但螺旋焊管的外焊是在斜坡上进行焊接,熔融状态的焊缝金属在重力作用下会发生侧向流淌。由此可知,焊接电压越大,熔池越宽,焊缝金属发生侧向流淌的趋势就越严重,终导致焊缝金属偏流。

















