产品别名 |
弯管,弯头,三通,大小头 |
面向地区 |
全国 |
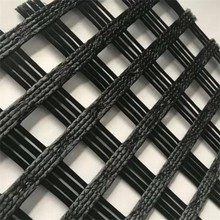
聚氨酯保温钢管在进行安装的时候都会家装警报线,虽然是小小的线但是作用却不小。有报警线的聚氨酯保温钢管运行起来更安全,但是造价要高一些。
保温管道设备渗漏报警线,自动检测管网渗漏故障,准确指示故障位置并自动报警。这样对于热力管道运输而言,一旦管道某处发生渗漏,通过警报线的传导,便可在检测仪表上报警并显示出漏水的准确位置和渗漏程度的大小,以便通知检修人员迅速处理漏水的管段,热网安全运行。
没有报警线的保温管出现问题很难发现到底是哪里的问题,检修起来会很困难,虽然带报警线的保温管造价要高一些,但是现在国内也越来越多的开始使用带报警线的保温管了。
保温钢管厂保温弯头是保温管件中的一种,保温弯头构成,是由高密度聚乙烯外套管、聚氨酯泡沫保温层及内工作钢管紧密结合而成。保温弯头主用于保温直管的转向,一般与保温管道配套使用,是根据保温工程管线设计时用于补偿作用,使弯头部位也能有足够的保温性能,标准弯头角度:30度、45度、60度、90度,
1)方式套袖接头,在该种方式中,接头套管采用与预制保温管道套管相同材质、密度的聚乙烯套管,聚乙烯接头套管和主管间采用热收缩带进行连接和密封,接头的水密性。然后在接头套管上的发泡孔进行接头发泡,发泡完成后采用高密度聚乙烯封堵,通过补片或热熔焊接的方式密封发泡孔。
(2)热收缩带,在采用热收缩带的接头方式中,热收缩带是对于接头寿命和密封性起到至关重要的作用材料。公司仅采用经欧洲供热协会认可的热收缩带产品。现有的热收缩带产品的供货商为美国现侃公司或加拿大CANUSA公司。于区域集中供热预制保温管道接头的热收缩带的胶层和热熔温度都是适合该用途的设计。
保温钢管的电熔套筒,此种焊接方式采用预埋电阻丝的套筒,用捆绑带把热熔套紧捆在外套管上,然后接通电源开始焊接,焊接时间为预先设定,自动断电后结束焊接,在套管完全冷却后卸下绑带。采用此种方式接头,施工简便、焊口牢固。安装方式此管路系统在所有已知的直埋管路系统的安装方式上都可以应用。除通常的有补偿敷设方式外, 在以下三种无补偿敷设方式中更能显示其优势。冷安装方式整体焊接管线时的管道温度等于回填时的环境温度。 冷安装是经济快捷的一种安装方法。管路在施工同时就可以及时回填,由于大限度地减少甚至完全不需设置补偿器及固定支架,从而节约大量资金。由于管道的轴向应力增加了,所以有时有必要对三通进行加强处理或增加埋设深度
公司可承担钢质管道的单层和双层熔结环氧粉末(FBE)、双层聚乙烯(2PE)和三层聚乙烯(3PE)、双层聚(2PP)、和三层聚(3PP)、环氧煤沥青一布三油或(二布四油)钢管防腐、聚氨酯预制直埋保温管、黑黄夹克保温管、IPN8710高分子环氧防腐,内外喷涂环氧系列钢管防腐,互穿网络涂料环氧树脂防腐,高密度聚乙烯防腐,钢管内壁水泥砂浆衬里防腐、钢塑复合管,衬塑冷水用钢管,衬塑热水用钢管,钢管外镀锌内衬塑防腐,卫生级标准衬塑防腐,防腐管件、钢管防腐系列涂料、预制直埋管件保温防腐等 公司生产各种防腐涂料,主要产品有IPN8710聚氨酯聚乙烯防腐涂料、环氧煤沥青防腐涂料、无溶剂环氧树酯防腐涂料;可承接钢管内壁、外壁环氧煤沥青一布三油或(二布四油)钢管防腐、钢管内壁水泥砂浆衬里防腐管、IPN8710防腐加工。公司工艺设备,检测手段。拥有的检测设备,建立了完善的质量体系,并通过了ISO9001:2000国际质量体系认证。产品广泛用于输油管道、天然气管道、城镇供热管道、供水管道、电力等防腐工程。参与完成我国众多长距离输油、输气、输水管线防腐保温工程,参与完成出口印尼、苏丹、沙特、南非管道防腐工程,产品质量和服务受 到用户的一致好评。
1.在涂料应基地铁表面处理sa2 5、施工禁止水、灰尘、油污,以确保质量的涂料。
2.保温钢管涂料为组件(基材料)、组件B(固化剂):1公斤= 9公斤涂料固化剂(或根据我厂通知建设的比例)。
3.建设比方法如下:个组件组件B打开,将加入工作,充分均匀搅拌。年龄在30分钟,然后涂层。
4.这材料需求的分布与使用,使用混合颜料在6小时。没有完成一个材料密封。
5.雨天或相对湿度大于75%时应停止建设。对于腐蚀介质严重区,建议多通道刷牙。
6.产品应储存于阴凉干燥处,避免阳光直接照射,孤立的火,远离热。
7.存储段十二个月期满之日,应测试各种等技术指标达到要求,可以继续使用。
薄壁直缝钢管是相对厚壁直缝钢管而言的,一般根据工程施工的需要定制的。
直缝钢管是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。直缝焊管生产工艺简单,生产,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
埋弧焊直缝钢管采用的焊接工艺为埋弧焊技术,采用填充物焊接,颗粒保护焊剂埋弧。生产的口径可以达到1500mm,LSAW是埋弧焊直缝钢管的英文简称,埋弧焊直缝钢管的生产工艺有JCOE成型技术、卷制成型埋弧焊技术。当口径较大时可能用两块钢板进行卷制,这样会形成双焊缝的现象。可以执行的标准GB/T3091-2008低压流体钢管生产标准, GB/T9711.1-2 -1997石油天然气钢管生产使用标准,还可以执行美国API 5L 管线钢管执行标准。生产材质:Q195A-Q345E;245R;Q345QA-D;L245-L485;X42-X70。承压参数主要有2ST/T ,S为屈服强度,T为壁厚。埋弧焊已经发展成为,有双丝埋弧焊,还有多丝埋弧焊,效率更进一步提高。
埋弧焊直缝钢管采用的焊接工艺为埋弧焊技术,采用填充物焊接,颗粒保护焊剂埋弧。生产的口径可以达到1500mm,LSAW是埋弧焊直缝钢管的英文简称,埋弧焊直缝钢管的生产工艺有JCOE成型技术、卷制成型埋弧焊技术。
埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的方法。其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。
高压锅炉无缝管是锅炉管的一种,属于无缝钢管类别。制造方法与无缝管相同,但对制造钢管所用的钢种有严格的要求。高压锅炉管使用时经常处于高温和高压条件,管子在高温烟气和水蒸气的作用下,会发生氧化和腐蚀。要求钢管具有高的持久强度,高的抗氧化腐蚀性能,并有良好的组织稳定性。高压锅炉管主要用来制造高压和压锅炉的过热器管、再热器管、导气管、主蒸汽管等。
高压锅炉无缝管用于低中压锅炉(工作压力一般不大于5.88Mpa,工作温度在450℃以下)的受热面管子;用于高压锅炉(工作压力一般在9.8Mpa以上,工作温度在450℃~650℃之间)的受热面管子、省煤器、过热器、再热器、石化工业用管等。
高压锅炉向参数及服务期限延长的发展对钢种要求愈来愈高,国内新材料研究与制管滞后需要。
10、20、20G、20MnG、25MnG、15CrMoG、12Cr2MoG、12Cr1MoVG、12Cr2MoWVTiB、10Cr9Mo1VNb、SA210A1、SA210C、SA213 T11、SA213 T12、SA213 T22、SA213 T23、SA213 T91、SA213 T92、ST45.8/Ⅲ、15Mo3、13CrMo44、10CrMo910等