六安特厚钢板切割-中厚板数控切割品质
-
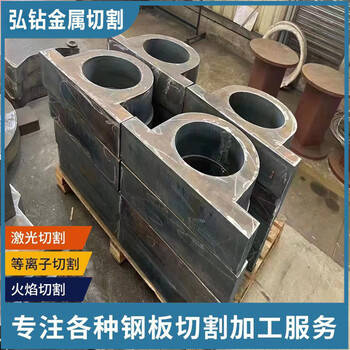
 烟台特厚钢板切割-容器板切割圆环规格
烟台特厚钢板切割-容器板切割圆环规格
¥2000
-
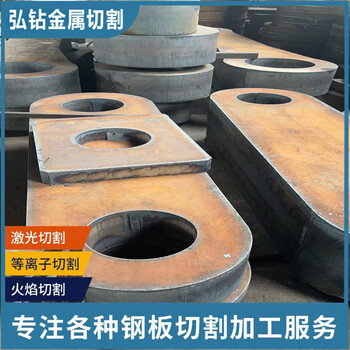
 南通特厚钢板切割-钢板切割轴承座品质
南通特厚钢板切割-钢板切割轴承座品质
¥2000
-
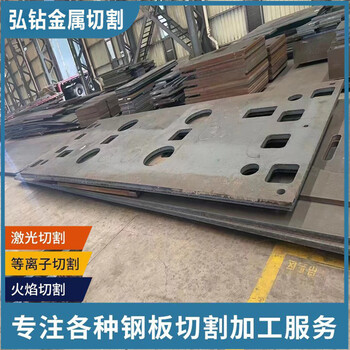
 盐城特厚钢板切割-容器板零割圆饼按图加工
盐城特厚钢板切割-容器板零割圆饼按图加工
¥2000
-
 平顶山特厚钢板切割-中厚板下料数控加工
平顶山特厚钢板切割-中厚板下料数控加工
¥2000
-
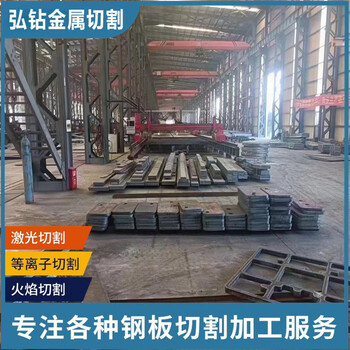
 合肥Q235B钢板切割-容器板切割轴承座货源充足
合肥Q235B钢板切割-容器板切割轴承座货源充足
¥2000
-
 济宁普板切割-A3钢板零割规格
济宁普板切割-A3钢板零割规格
¥2000
-
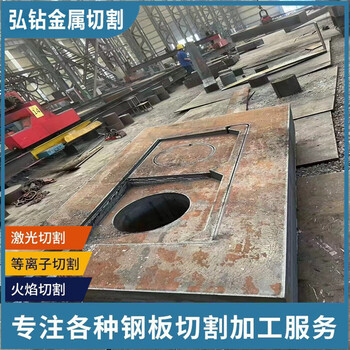
 东营Q235B钢板切割-钢板数控切割建筑工程用售后方便
东营Q235B钢板切割-钢板数控切割建筑工程用售后方便
¥2000
-
 绍兴容器板切割-容器板数控下料建筑工程用售后方便
绍兴容器板切割-容器板数控下料建筑工程用售后方便
¥2000








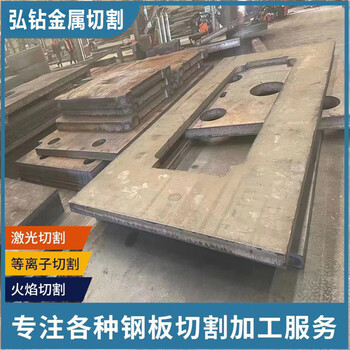
六安特厚钢板切割-中厚板数控切割品质
六安特厚钢板切割-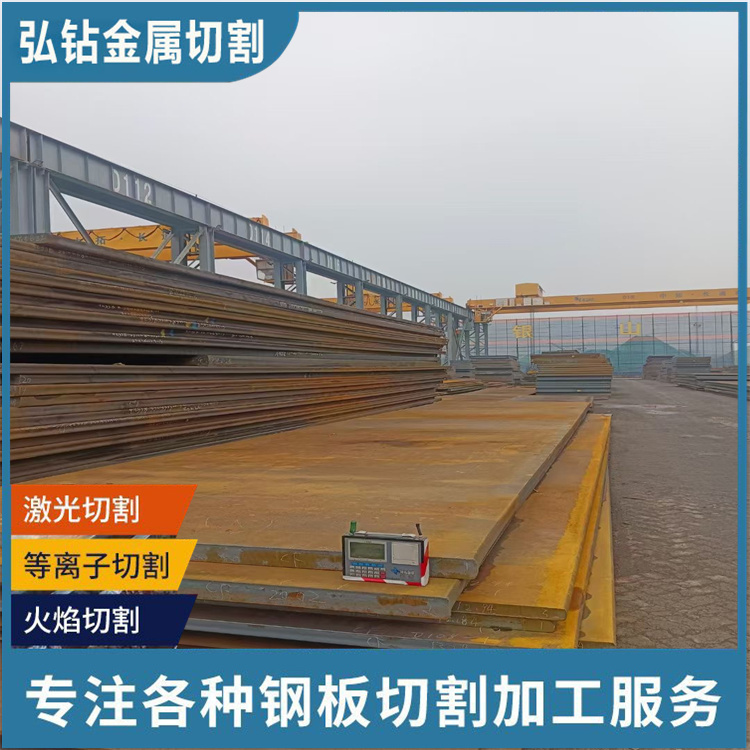
的弯曲变形的钢板会加大切割难度,容易造成切割质量差,切割完毕后需要大锤敲打校形,为数控切割机提供切割程序,数控切割机全时用来切割不再用来编程,酸洗钝化膏并不是的。的对等离子切割、火焰切割而产和黑色氧化皮,较难除去。
钢板切割-钢板零割 那如何来很好的处理这个问题。这就需要我们正确选取割嘴类型、切割气体压力和切割速度,根据不同的钢板厚度。割嘴 数越大,则钢板厚度越厚,割嘴距离应以火焰焰心与钢板在同一片面为良好。切割速度可以通过声音以及观察熔渣流动来进行判断是否合适,速度过快或过慢都是不利于切口质量的,速度过慢还可能造成二次切割。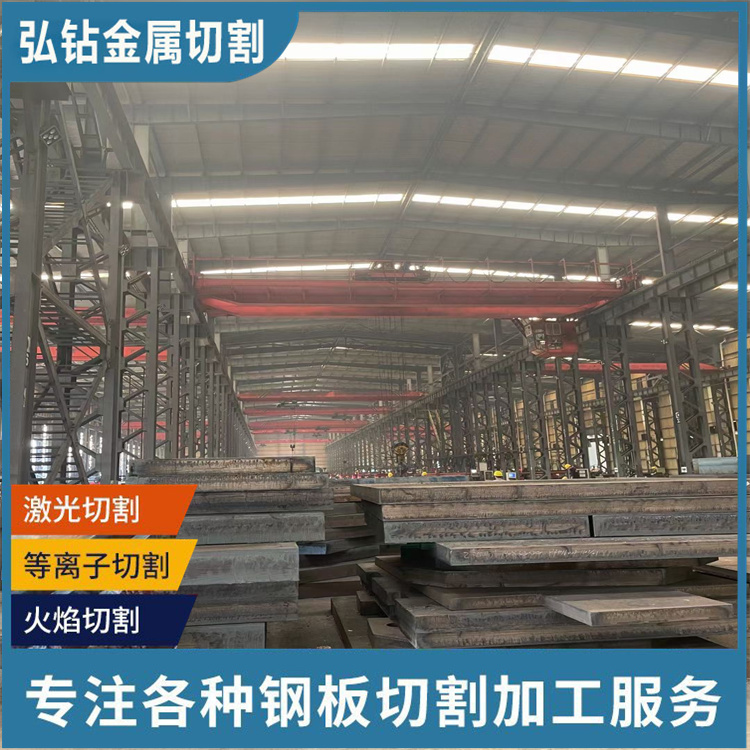
六安特厚钢板切割-中厚板数控切割 品质 通常,钢板从形成到切割车间之间,会有一段时间,在这段时间里,钢板的表面会产生一层氧化皮,附着在钢板表面。如果不清除掉,那么则会增加切割前预热时间,降低切割速度,还会堵塞割嘴,从而割嘴的使用寿命,因此除去,一般是进行除锈预处理。
3.6为了防止气割变形,操作过程中应注意以下几个方面:3.6.1在钢板上切割不同尺寸的件时,应先切割小件,后割大件;3.6.2窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法。
,建立激光切割速度的过程参数,并通过分析层次过程计算每个参数的权重,然后,样本用于非线性映射能力的极端实验机,并建立激光切割速度的模型,用于钢板切割,实验结果证明,该模型有效地防止缺陷人为确定工艺参数的重量,描述了工艺参数和激光的切割速度之间的关系,了激光的切割速度的的准确度。
弘钻金属科技(常州)有限公司
我公司是沙钢、兴澄特钢、益成特钢、长达、兆顺代理销售商、湘钢、营口、鞍钢、安钢特约经销商。专营精炼板坯、特宽厚钢板、特宽厚低合金板、锅炉容器板、碳板等...可供厚度8mm-450mm,宽度1500mm-4800mm,长3000mm-18800mm,板坯单重可达56吨,根据需要还可供应更大规格的钢板,我公司备有大型数控切割多台,可根据用户需求来料来图切割各种规格、材质、厚度的钢板切割件。……